Gráficos de control para variables
SPC

En el ámbito de la gestión de calidad y la mejora continua, los gráficos de control para variables son herramientas fundamentales que permiten a las organizaciones monitorear y controlar la calidad de los productos o servicios basándose en características cuantitativas. Mientras que los gráficos de control para atributos se enfocan en datos cualitativos, los gráficos de control para variables permiten un análisis más detallado, al centrarse en mediciones numéricas como peso, dimensiones o volumen.
🔍 ¿Qué Son los Gráficos de Control para Variables?
Los gráficos de control para variables son representaciones visuales que muestran cómo varían las mediciones de un proceso a lo largo del tiempo. A diferencia de los gráficos de control para atributos, que priorizan el conteo de defectos o la ocurrencia de eventos, estos gráficos manejan datos continuos, permitiendo una evaluación más precisa de la estabilidad y el comportamiento del proceso.
Características Principales:
- Tipo de Datos: Datos continuos, como el peso, la altura, la temperatura o el tiempo.
- Enfoque: Se enfoca en medir y controlar características cuantitativas del proceso.
- Objetivo: Identificar la estabilidad del proceso y detectar variaciones anómalas en las características cuantitativas.
💡 Beneficios de Usar Gráficos de Control para Variables:
- Detección Temprana de Problemas: Identifica desviaciones del proceso antes de que se conviertan en problemas graves, permitiendo intervenciones rápidas.
- Mejora Continua: Facilita la implementación de mejoras basadas en datos precisos sobre la variabilidad del proceso.
- Estabilidad del Proceso: Asegura que el proceso se mantenga dentro de los límites de calidad establecidos, promoviendo una producción consistente y eficiente.
Aplicaciones en la Industria:
Los gráficos de control para variables son esenciales en industrias donde es fundamental medir y controlar características continuas del producto, como dimensiones, peso o tiempo. Son ampliamente utilizados en sectores como la manufactura, la automoción y la electrónica.
Por ejemplo, en la industria de la manufactura, los gráficos X-barra y R pueden emplearse para monitorear las dimensiones de piezas producidas en una línea de ensamblaje. El objetivo es garantizar que las medidas se mantengan dentro de los límites especificados, asegurando así que los productos cumplan con las tolerancias de calidad establecidas.
🔍 Cómo Interpretar los Gráficos de Control para Variables
Interpretar gráficos de control para variables es clave para monitorear la estabilidad de un proceso y asegurar que funcione dentro de los estándares de calidad. A continuación, se ofrece una guía detallada para interpretar estos gráficos y actuar en función de los hallazgos:
Evaluación del Estado del Proceso
- Puntos Dentro de los Límites de Control: Si los puntos caen dentro de los límites de control (superior e inferior), es una señal de que el proceso está bajo control y la variabilidad observada es parte del comportamiento esperado.
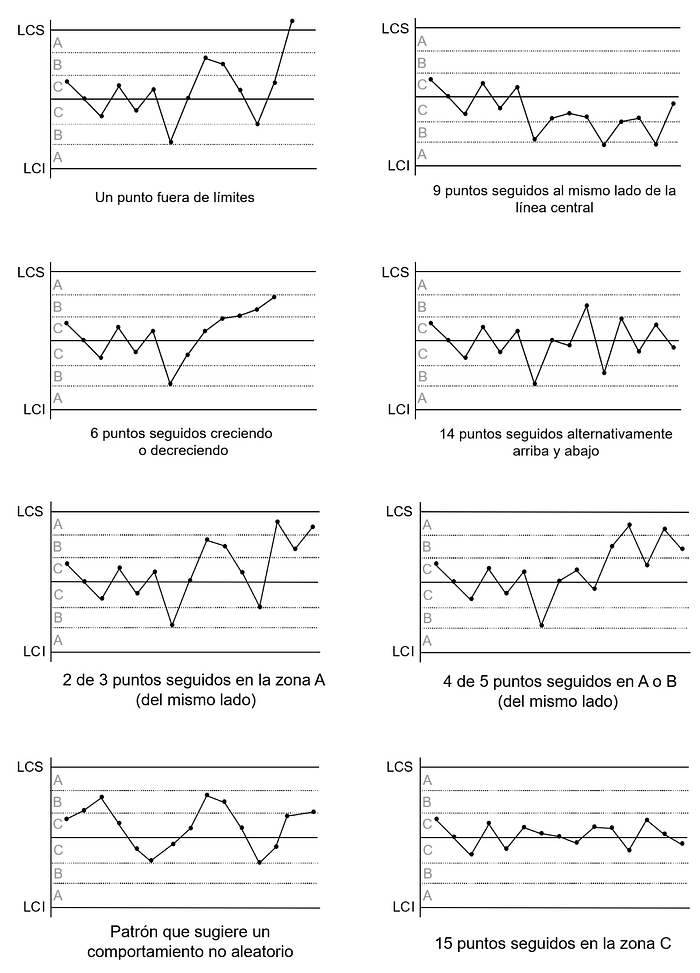
- Puntos Fuera de los Límites de Control: La presencia de puntos fuera de los límites de control indica que podría haber una causa especial afectando el proceso. Es fundamental investigar estas desviaciones para corregir problemas subyacentes y evitar que se repitan.
Detección de Patrones y Tendencias
- Tendencias en los Datos: La aparición de tendencias (una secuencia de puntos ascendentes o descendentes) puede ser indicativa de un cambio en el proceso o un problema emergente. Por ejemplo, una tendencia constante al alza en una variable como el tiempo de producción puede indicar un problema en la eficiencia.
- Ciclos Recurrentes: La repetición de ciclos o patrones específicos en los datos puede señalar fluctuaciones regulares en el proceso. Identificar estos patrones es crucial para ajustar variables que puedan estar contribuyendo a la variabilidad cíclica.
Análisis de la Variabilidad del Proceso
- Variabilidad Normal vs. Anómala: La variabilidad dentro de los límites de control es parte del comportamiento natural del proceso. No obstante, si observas un aumento inusual de la variabilidad, como puntos que se concentran cerca de los límites de control, esto puede sugerir inestabilidad en el proceso.
- Revisión del Rango y la Desviación Estándar: En los gráficos X-barra y R, presta atención al rango de los datos. En los gráficos X-barra y S, analiza la desviación estándar. Un aumento en cualquiera de estas medidas puede indicar que la variabilidad del proceso está creciendo y que se debe investigar.
Evaluación de la Capacidad del Proceso
- Comparación con los Objetivos de Calidad: Aunque los puntos se mantengan dentro de los límites de control, es esencial compararlos con los objetivos de calidad del proceso. Si no se cumplen los estándares deseados, es posible que el proceso necesite ser ajustado o mejorado.
- Índices de Capacidad (Cp, Cpk): Calcula los índices de capacidad del proceso, como Cp y Cpk, para evaluar si el proceso es capaz de cumplir consistentemente con las especificaciones. Valores bajos pueden indicar que, aunque el proceso esté bajo control, no es capaz de producir resultados dentro de los límites de calidad requeridos.
Acciones Correctivas y Preventivas
- Investigación de Desviaciones: Si se detectan desviaciones fuera de los límites o patrones inusuales, es esencial realizar un análisis de causa raíz para identificar qué factores están afectando el proceso. Esto podría incluir la revisión de procedimientos, equipo o insumos.
- Implementación de Mejoras: Una vez identificadas las causas, implementa mejoras correctivas y preventivas para reducir la variabilidad y aumentar la estabilidad del proceso. Continúa monitoreando los gráficos para asegurarte de que las mejoras sean sostenibles a largo plazo.
Esta interpretación sistemática de los gráficos de control para variables te permitirá tomar decisiones informadas y mantener la calidad y eficiencia de tu proceso productivo.
Tipos Principales de Gráficos de Control para Variables:
1. Gráfico X̅ — R (Medias-Rangos)
Propósito: Controla la media y el rango de subgrupos de datos.
Uso: Ideal para procesos con muestras pequeñas, donde se busca controlar la variabilidad dentro de cada subgrupo.
Ejemplo:
- Manufactura de Piezas Mecánicas: Monitoreo de las dimensiones de componentes en lotes pequeños para asegurar que se mantengan dentro de las especificaciones.
- Producción de Alimentos: Control del peso promedio de productos empaquetados, como cajas de cereales o latas de conserva, donde las muestras se toman en grupos pequeños.
2. Gráfico X̅ — S (Medias-Desviación Estándar)
Propósito: Similar al gráfico X̅ — R, pero utiliza la desviación estándar en lugar del rango para medir la dispersión dentro de los subgrupos.
Uso: Preferido cuando se cuenta con un número suficiente de muestras para calcular la desviación estándar con precisión.
Ejemplo:
- Proceso Químico: Monitoreo de la concentración de una sustancia química en lotes, donde se tiene un número suficiente de muestras para calcular la desviación estándar de cada lote.
- Industria Electrónica: Control de la resistencia eléctrica en la fabricación de circuitos, donde los subgrupos son lo suficientemente grandes para utilizar la desviación estándar como medida de variabilidad.
3. Gráfico I-MR (Observaciones Individuales-Rangos Móviles)
Propósito: Controla observaciones individuales y la variabilidad entre mediciones consecutivas a través de rangos móviles.
Uso: Ideal cuando no tiene sentido medir varias veces seguidas para calcular un promedio. Se utiliza cuando las observaciones individuales son más representativas del proceso que los subgrupos.
Ejemplo:
- Control de Costes en Servicios: Monitoreo de costos mensuales o gastos individuales en una empresa de servicios, donde se controla cada observación en lugar de promedios.
- Monitoreo en Procesos Continuos: Medición de la temperatura de un horno industrial o de la densidad en un proceso de extrusión de plástico, donde las mediciones consecutivas no varían significativamente.
- Control de Inventario: Seguimiento de niveles de inventario o tiempos de entrega en operaciones logísticas, donde se observa cada valor individualmente.
4. Gráfico de Medias y Rangos (X̅ — R)
Propósito: Controla la media y el rango de datos agrupados en subgrupos.
Uso: Adecuado para la mayoría de los procesos industriales, especialmente en manufactura.
Ejemplo:
- Producción de Componentes Automotrices: Monitoreo de la resistencia y dimensiones de las piezas producidas en un proceso de manufactura, donde los datos se agrupan en subgrupos.
- Industria Textil: Control de la calidad del tejido en rollos de tela, tomando subgrupos de muestras para monitorear la uniformidad en la textura y el grosor.
5. Gráfico de Medias y Desviaciones Estándar (X̅ — S)
Propósito: Monitorea la media y la desviación estándar de los subgrupos de datos.
Uso: Utilizado en procesos donde la desviación estándar es una medida más adecuada de la variabilidad que el rango.
Ejemplo:
- Producción Farmacéutica: Control de la consistencia en la dosificación de ingredientes activos en cada lote de medicamentos, donde la desviación estándar es crucial para garantizar la calidad del producto.
- Control de Calidad en la Industria Alimentaria: Monitoreo de la concentración de ingredientes en productos alimenticios (por ejemplo, la cantidad de azúcar en una bebida), donde se prefieren cálculos de desviación estándar debido al tamaño de las muestras.
🎯 Conclusión
Los gráficos de control para variables son esenciales para mantener la calidad y la eficiencia de los procesos productivos. Implementarlos correctamente puede marcar la diferencia en la capacidad de una organización para cumplir con sus estándares de calidad y mejorar continuamente.
📊 Cómo Construir un Gráfico de Control X̅ − R (Medias-Rangos)
Los gráficos de control X̅ − R son herramientas clave en el control estadístico de procesos, utilizados para monitorear y mejorar la calidad en procesos de producción. Estos gráficos permiten observar tanto la media de los valores obtenidos como la variabilidad entre las muestras, facilitando la identificación de problemas en el proceso.

Pasos para Construir un Gráfico de Control X̅ − R
1. Recolección de Datos
- Selecciona una muestra de n unidades: Para cada intervalo de tiempo o lote de producción, toma una muestra de tamaño fijo nnn. El tamaño de muestra comúnmente utilizado es 4 o 5 unidades.
2. Cálculo de Medias y Rangos
- Calcular la media de cada muestra: Suma los valores en cada muestra y divide por el número de unidades para obtener la media (X̅).
- Calcular el rango de cada muestra: Resta el valor mínimo del valor máximo dentro de cada muestra para obtener el rango (R).
3. Construcción de los Gráficos
- Gráfico de Medias (X̅): Representa las medias calculadas para cada muestra en un gráfico. Dibuja la línea central, que es la media general de todas las medias de muestra, y los límites de control, calculados generalmente como ±3 desviaciones estándar de la media de las medias.
- Gráfico de Rangos (R): Muestra los rangos calculados para cada muestra. La línea central es el rango medio de todas las muestras, y los límites de control se calculan como ±3 desviaciones estándar del rango medio.
Ejemplo Paso a Paso
- Ejemplo de Datos:
Supongamos que tienes una muestra de 4 sacos de cemento con los siguientes pesos en cada lote de producción:
- Muestra 1: 5.1 kg, 5.2 kg, 5.0 kg, 5.3 kg
- Muestra 2: 5.0 kg, 5.1 kg, 5.2 kg, 5.3 kg
2. Cálculo:
- Media de Muestra 1: (5.1 + 5.2 + 5.0 + 5.3) / 4 = 5.15 kg
- Rango de Muestra 1: 5.3–5.0 = 0.3 kg
Repite para cada muestra y obtén las medias y rangos correspondientes.
3. Gráficos:
Gráfico de Medias:
- Eje X: Número de muestra
- Eje Y: Media de la muestra
- Línea central: Media general de las medias
- Límites de control superior e inferior: ±3 desviaciones estándar de la media de las medias
Gráfico de Rangos:
- Eje X: Número de muestra
- Eje Y: Rango de la muestra
- Línea central: Rango medio
- Límites de control superior e inferior: ±3 desviaciones estándar del rango medio
Interpretación de los Gráficos
- Medias: Si todos los puntos están dentro de los límites de control, el proceso se considera bajo control en términos de media. Puntos fuera de los límites sugieren que el proceso puede estar descentralizado y requiere una investigación.
- Rangos: Un aumento en los rangos sugiere que la variabilidad del proceso está aumentando. Puntos fuera de los límites indican una variabilidad inesperada que debe ser abordada.
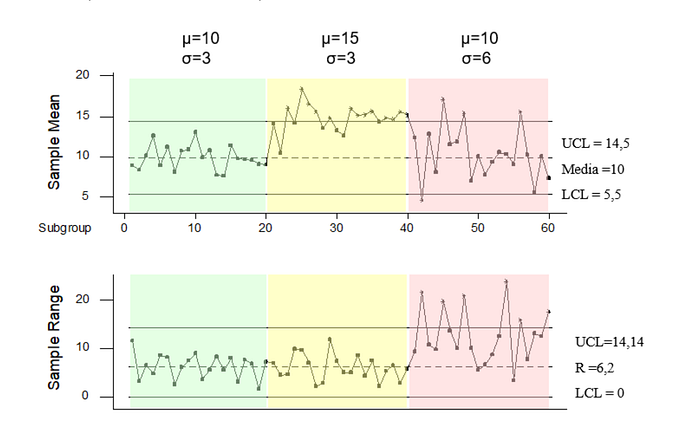
En la Figura, se muestra un ejemplo típico de gráficos de medias y rangos (X̅-R) para un proceso con un tamaño de muestra n=4. El gráfico revela tres fases diferentes del proceso:
- Primera Fase: Proceso Centrado
El proceso está bajo control y centrado en su objetivo, con una variabilidad dentro de los límites establecidos. En esta fase, tanto el gráfico de medias como el de rangos muestran estabilidad, sin puntos que sobresalgan de los límites de control. Esto indica que no hay indicios de problemas en la media ni en la variabilidad del proceso. - Segunda Fase: Descentramiento en la Media
El proceso experimenta un cambio en la media, pero la variabilidad se mantiene estable. En el gráfico de rangos, no se observan desviaciones, lo que sugiere que la dispersión de los datos sigue dentro de los límites de control. Sin embargo, en el gráfico de medias, algunos puntos comienzan a aparecer fuera de los límites de control (marcados con asterisco). Esto indica un descentramiento en el proceso, lo que requiere una acción correctiva. - Tercera Fase: Aumento de la Variabilidad
Finalmente, el proceso vuelve a centrarse en la media, pero la variabilidad aumenta significativamente. En esta fase, tanto el gráfico de medias como el de rangos muestran puntos fuera de los límites de control. Esto indica un problema tanto en la precisión como en la consistencia del proceso. El incremento en la dispersión es una señal clara de que la estabilidad del proceso se ha visto comprometida y debe ser abordada.
¿Por qué se Controlan las Medias y los Rangos en los Gráficos de Control?
Control de Medias
- Menor Variabilidad en el Control: Al controlar las medias de las muestras en lugar de observaciones individuales, se reduce la variabilidad inherente en cada medición. Las medias presentan menos fluctuaciones aleatorias, lo que facilita la detección de cambios significativos en el proceso.
- Sensibilidad Mejorada: Los gráficos de medias son más sensibles a detectar descentramientos en el proceso. Esto se debe a que la media de un grupo de datos tiende a ser más estable que una sola observación. Por ejemplo, para muestras de tamaño n=4, los límites de control para el gráfico de medias se calculan como μ±3σx̄ donde σx̄=σ/√n.
Esto hace que sea más fácil identificar cuando el proceso se desplaza respecto a la media establecida. - Comparación con Observaciones Individuales:
- Control Individual: Con μ=1000 y σ=5, los límites de control se sitúan en 985 y 1015 ( µ ±3σ). Si el proceso se desplaza a una media de 1010, la probabilidad de que una observación individual esté fuera de los límites es baja (0,16).
- Control por Medias: Para n=4, Con μ=1000 y σx̄=5/√4 los límites de control están en 992,5 y 1007,5 (µ ±3σ). Si el proceso se desplaza a 1010, la probabilidad de que la media de las 4 observaciones esté fuera de los límites es mucho mayor (0,84).
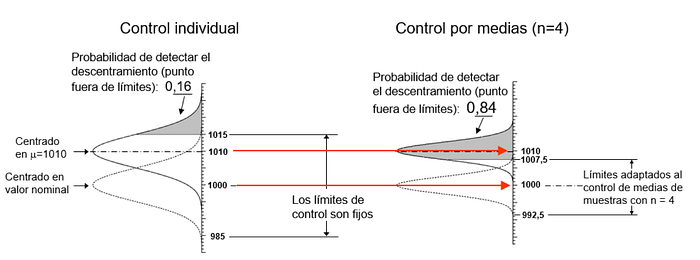
Esto muestra que el control por medias es más efectivo para detectar cambios en el proceso.
Control de Rangos
- Simplicidad y Facilidad de Cálculo: El rango es más sencillo de calcular que la desviación estándar y proporciona una medida intuitiva de la variabilidad. Se calcula como la diferencia entre el valor máximo y el mínimo en una muestra.
- Adecuación para Tamaños de Muestra Pequeños: En situaciones donde el tamaño de la muestra es pequeño, el rango puede ser una medida de dispersión suficientemente buena. En particular, para muestras de tamaño n=2, el rango es tan informativo como la desviación estándar, lo que hace que sea una opción práctica para el control de calidad en situaciones con pocos datos.
- Uso Histórico y Continuado: Originalmente, el rango fue elegido en los sistemas de control estadístico de procesos (SPC) por su facilidad de cálculo y comprensión. Aunque la desviación estándar es más precisa, el rango sigue siendo útil, especialmente cuando se manejan muestras pequeñas o cuando la simplicidad es clave.
Uso Práctico en Minitab
Para construir gráficos X̅ − R en Minitab:
- Selecciona:
Stat > Control Charts > Variables Charts for Subgroups > Xbar-R. - Introduce los datos: Especifica las muestras y el tamaño de muestra.
- Configura: Ajusta las opciones si tienes parámetros específicos de media y desviación estándar.
Los gráficos deben ser actualizados en tiempo real para detectar y corregir rápidamente cualquier problema en el proceso. Aunque Minitab facilita esta tarea, asegúrate de que los gráficos sean utilizados de manera proactiva en la supervisión continua del proceso.
📊 Construcción de Gráficos I-MR (Observaciones Individuales-Rangos Móviles)
Los gráficos I-MR son esenciales para controlar variables donde no es práctico medir varias veces seguidas y calcular promedios. Son particularmente útiles cuando se mide un atributo continuo que no varía significativamente en cortos períodos de tiempo. Este tipo de gráfico ayuda a monitorear la estabilidad del proceso a través de observaciones individuales y la variabilidad de medidas consecutivas.
Pasos para Construir un Gráfico I-MR
1. Recolección de Datos
- Medir variables individuales: En lugar de tomar varias muestras para calcular promedios, se mide la variable de interés en momentos específicos. Por ejemplo, en una fábrica de piensos, podrías medir la densidad del producto continuamente.
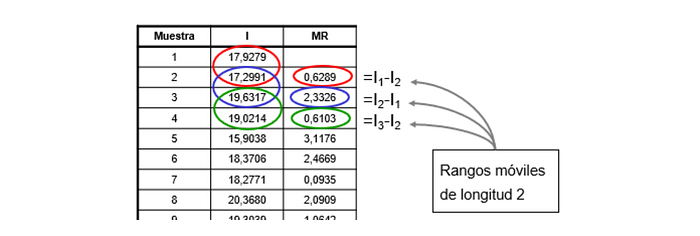
2. Cálculo de Rangos Móviles
- Longitud del rango: Define la longitud del rango móvil, que generalmente varía entre 2 y 4 observaciones consecutivas. El rango se calcula restando el valor mínimo del valor máximo dentro del intervalo de longitud especificado.
- Ejemplo: Si tienes datos de densidad 1.02, 1.05, 1.03, y 1.04, los rangos móviles de longitud 2 serían:
- (1.05–1.02) = 0.03
- (1.03–1.05) = 0.02
- (1.04–1.03) = 0.01
3. Construcción del Gráfico
- Gráfico de Observaciones Individuales (I): Representa cada medición individual en un gráfico. La línea central suele ser la media de todas las observaciones individuales.
- Gráfico de Rangos Móviles (MR): Muestra los rangos móviles calculados para las observaciones consecutivas. La línea central es el rango medio de todos los rangos móviles, y los límites de control se calculan generalmente como ±3 desviaciones estándar de esta línea central.
Ejemplo Paso a Paso
1. Datos: Supongamos que tienes las siguientes mediciones de densidad del producto:
- 1.02, 1.04, 1.03, 1.05, 1.01, 1.04
2. Cálculo:
Gráfico de Observaciones Individuales:
- Eje X: Tiempo o número de observación
- Eje Y: Valor medido (densidad)
- Línea central: Media de todas las mediciones
Gráfico de Rangos Móviles:
- Eje X: Intervalos de observaciones consecutivas
- Eje Y: Rango móvil calculado
- Línea central: Rango medio
- Límites de control: ±3 desviaciones estándar del rango medio
3. Uso en Minitab
- Selecciona:
Stat > Control Charts > Variables Charts for Individuals > I-MR. - Introduce los datos: Carga las mediciones individuales y define la longitud del rango móvil.
- Configura: Ajusta opciones si tienes parámetros específicos para la media y desviación estándar.
Interpretación de los Gráficos
- Observaciones Individuales: Los puntos deben estar dentro de los límites de control. Si algún punto está fuera de los límites, indica un posible problema en el proceso que debe ser investigado.
- Rangos Móviles: Un aumento en los rangos móviles puede indicar una variabilidad inesperada en el proceso. Los puntos fuera de los límites sugieren una variabilidad inusual que requiere atención.
Conclusión
- Construir y analizar gráficos X̅ − R proporciona una visión integral de la estabilidad y capacidad de un proceso.
- Los gráficos I-MR proporcionan una visión clara de la estabilidad del proceso cuando se trata de medir variables que no presentan variabilidad significativa en cortos períodos.
Utilizando estos gráficos correctamente, puedes asegurar un monitoreo efectivo y una rápida detección de problemas en procesos continuos
Implantación del Control Estadístico de Procesos (SPC)
Al implementar el Control Estadístico de Procesos (SPC), es común que surjan preguntas sobre su aplicación. A continuación, se presentan algunas de las dudas más habituales y sus respuestas, organizadas para facilitar la comprensión y la implementación eficaz del SPC.
¿Qué Gráfico de Control Utilizar?
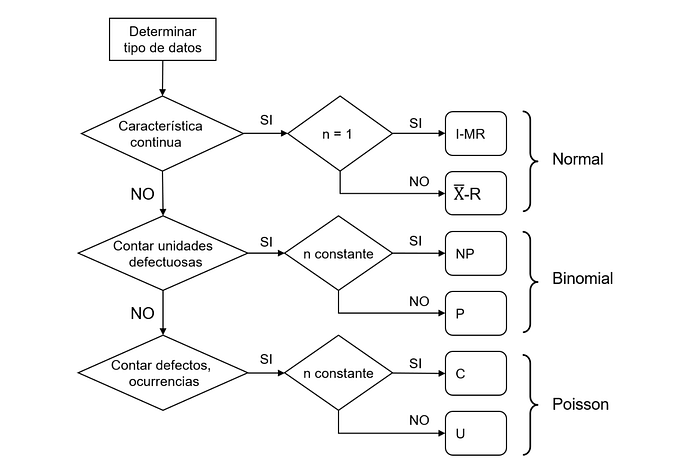
Gráficos para Variables Continuas:
- Gráficos X̅-R: Son los más comunes para características medibles como dimensiones, peso, o tiempo. Estos gráficos son ideales cuando se pueden tomar muestras de al menos dos unidades y cuando el proceso no es continuo.
- Gráficos I-MR (Individuales y Rango Móvil): Se utilizan cuando se miden variables del proceso (como temperatura o presión) y cuando se trabaja con productos en flujo continuo. Estos gráficos son ideales cuando las mediciones son individuales y se toman con frecuencia.
Gráficos para Atributos:
- Gráficos P (Proporción de Defectos) y NP (Número de Defectos): Se utilizan para controlar atributos, como la proporción de unidades defectuosas o el número de defectos en una muestra. El gráfico P es útil cuando el tamaño de la muestra varía, mientras que el NP se aplica cuando el tamaño de la muestra es constante.
- Ventajas y Desventajas: Los gráficos de atributos son más fáciles de aplicar que los gráficos de variables, pero detectan problemas solo después de que ocurren defectos. En cambio, los gráficos X̅-R pueden identificar tendencias antes de que se produzcan defectos, permitiendo correcciones tempranas.
¿Cómo Diferenciar entre una Distribución Binomial y una de Poisson para Atributos?
Distribución Binomial: Se aplica cuando se controla una característica con dos posibles resultados, como defectuoso/no defectuoso. Tiene un límite superior, es decir, el número de unidades defectuosas no puede superar el total de unidades inspeccionadas.
Ejemplo: Número de clientes satisfechos en una encuesta de 100 clientes (máximo 100).
Distribución de Poisson: Se utiliza cuando se cuenta el número de ocurrencias de un evento en un espacio o tiempo continuo, sin límite superior teórico.
Ejemplo: Número de visitas a una página web en un día (sin límite superior).
¿Qué Parámetros Controlar y Dónde?
- Selección de Parámetros: La selección de parámetros depende del conocimiento técnico del proceso. Es recomendable comenzar con parámetros fáciles de medir y que puedan generar beneficios significativos al ser controlados. Esto permite obtener éxitos tempranos que aumentan la confianza en la técnica y facilitan la expansión a otras áreas más complejas.
- Gráficos X̅-R: Generalmente, el tamaño de muestra recomendado es entre 3 y 5 unidades. En procesos donde la toma de muestras es rápida y sencilla, se puede optar por tamaños mayores.
- Frecuencia de Muestreo: Depende de la estabilidad del proceso. Para procesos estables, es suficiente tomar muestras cada 30–60 minutos. Si el proceso es menos estable, la frecuencia de muestreo debe ser mayor, entre 10 y 15 minutos.
- Ajuste de Límites: Los límites de control se basan en la variabilidad del proceso. A medida que el proceso mejora y se reduce la variabilidad, los límites deben ajustarse. Este ajuste puede revelar causas de variación que antes se consideraban aleatorias, permitiendo su identificación y eliminación.
- Ubicación del Gráfico: Es recomendable instalar “puestos de control” cerca de la zona de producción, equipados con los instrumentos de medición necesarios, manuales, e instrucciones. Si no se cuenta con un puesto de control, el gráfico debe colocarse en un lugar accesible para quien lo gestione.
- Gráficos a Mano vs. Ordenador: En la fase inicial, se aconseja realizar los gráficos a mano. Esto fomenta una comprensión más profunda de la técnica y una mayor familiaridad con el proceso. Posteriormente, se puede introducir un ordenador en el puesto de control para facilitar la construcción y análisis de los gráficos.

