Project ALTius
Part III: Working within weight and financial constraints.
In Parts I and II of this series the author described performance glider projects as complex with a lot of repetitive and complex operations. He went on to explain how CAD software can be automated in standalone separate SAD (software assisted design) apps and homemade HAM (hardware assisted manufacturing) devices and then presented some same workflows to illustrate their use. — Ed.
With the information from the RCGroups discussion (see Resources, below, for this and all links reference in this article) and the hints from the previous articles you should have a good idea of what can be done with xflrwing and what needs to be done in NetFabb and OpenSCAD. Also, It’s very important to have a good assesment of your manufacturing tools and skills. If you own or have access to CNC equipment you can use the wing, mold and plug 3D models and start working. That said I still recommend starting with some sacrificial stock like XPS (extruded polystyrene foam) first which you’ll likely know this as ‘pink insulation foam’.
Subtractive manufacturing via CNCs is not my forte — I’m not a fan. You need a good machine — very rigid and accurate — and it’s very messy. I had some ideas about carving plugs from XPS given its easy-to-machine properties and then topping with resin and mineral filler. However, the volume of work is quite large and involves a lot of elbow grease for polishing the molds and plugs. Also in order to machine solid cores from Rohacell® or XPS you definitely need some perforated molds and a vacuum table or at least double adhesive tape. So no CNC for me for the moment, just ‘simple’ 3D printing.

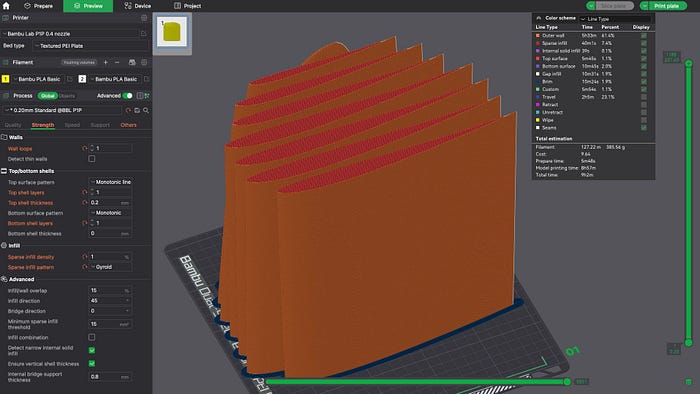
In fact Project ALTius started as a ‘3D-printed F5J glider’ — in fact, the ALT in ALTius comes from ‘additive layer technology’. I created the wing 3D model and I started printing: first with a 0.4mm nozzle, then 0.3mm and finally 0.2mm. Then I started a different approach — perforating the wing in OpenSCAD similar to Kraga’s Kodo glider. None of these methods had satisfactory results. Why? It’s time for some numbers — that is, weight estimation.

No Precision Scale Required — We’ll Just Run Some Numbers
In xflrwing text output you may notice a small section with some numbers: projected area of the wing, total area, volume plus some estimations of the weight depending on the materials. There are also estimations of the weight of fuselage, tails and AUW (all up weight) and wing load.
Remember that Project ALTius is about a ‘performance glider’ which is to say an ‘F5J competition glider’. Even if we don’t have the wing load as in F3J we still need to have a resilient wing at a reasonable weight. That means AUW something between 1250 and 1500g for a 3.6 to 4m wingspan. Furthermore, this means a wing of 625-750g, a tail of 60-75g and a fuselage of 230-300g.
Have you noticed the pattern here? I’ve allocated from the ‘weight budget’: around 50% to the wing, 5% to the tail, 20% to the fuselage and 25% for the rest consisting of motor with or without reduction gearbox, spinner, folding propeller, ESC, servos, receiver and LiPo pack.
Did I just make up these numbers and percentages? Not really, there are an educated guess from what I’ve seen in my F5J gliders: Viator 3.16m, Crozilla 3.45m, Ultima2 3.6m, Shadow 3.65m, Xplorer 3.7-3.8m and Ultima 4.0m.
The wing weight has three different components:
- Surface (W1) — the weight of the material used for the wing surface. Of course it is proportional to the total wing surface
- Volumetric (W2) — the weight of the material used inside of the wing. It is proportional to the volume of the wing — there is a little ‘overlap’ between W1 and W2 but we will simplify the model.
- Structural (W3) — the weight of the spar, joiners and other elements. It is not proportional to either surface or volume.
Right now there are three methods to build the wing:
- Balsa (eg. Pulsar) — W1 (surface) is for Oracover® and carbon D-box, W2 (volumetric) is zero for air, structural weight W3 (structural) is spar, ribs and joiner.
- Hollow-wing (eg. Explorer) W1 is for surface composite, W2 is zero, W3 is spar and joiners.
- Solid-core (eg. Ultima) — W1 is for surface carbon, W2 is for Rohacell® and W3 is for spar and joiners.
One important remark about W1/W2/W3 in different technologies: in the latter years I have noticed a transition from hollow-wing — with W2 equal to zero — to solid-core with a significant W2. This was done of course at the attendant benefit of lower W1 and W3. The density of Rohacell® is 30kg/m³ to 50kg/m³ which is similar to XPS. However, this technology — taken from DLG designs — has so far limited application to F3J. To the best of my knowledge a ‘heavy’ 3.16m Viator was the only winch-launched, solid-core design in an F3J competition.
Is a 3D-Printed Wing within Our Weight Budget Constraints?
Let’s try to estimate the weight of a 3D-printed wing of 75dm² projected area — 1.5 m² total area — and a volume of 6000cm³. For a 0.4 mm nozzle the surface is made up of one or two ‘walls’. One wall results in:
W1 = 1.5 m² x 100 x 100 (to convert from m² to cm²) x 0.04 (the diameter of a 0.4 mm nozzle in cm) x 1.15 g/cm3 = 690g.
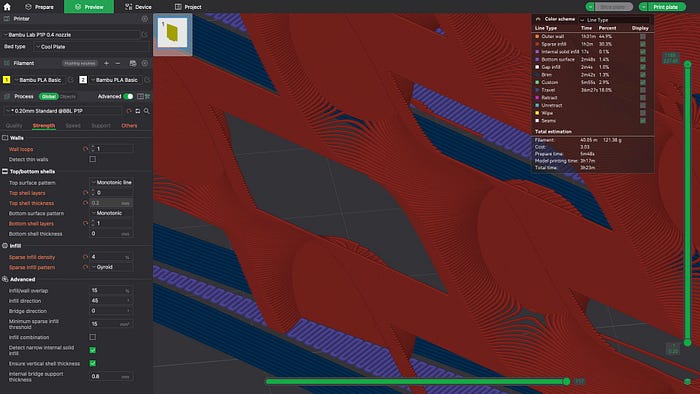
If we print the interior with a 1% infill we will have:
W2 = 6000cm³ x 0.01 (1% infill) x 1.15g/cm³ = 69 grams.
With 0.4mm nozzle / one wall / 1% infill we are exceeding the weight budget even with a W3 of zero. That means no spars — a very bad idea. Furthermore with only one wall the printed wing will definitely have structural flaws. Here are some other options:
- 0.4mm / one wall / 2% infill — a little bit better with a 10% increase in weight but there are still structural flaws.
- 0.4mm / two walls / whatever infill — way too much.
- 0.2 mm / two walls / … — is in fact similar to 0.4 mm / one wall /… which was already rejected and, in addition, it will probably double the printing time.
- 0.3 mm / two walls / … — is increasing W1 by 50% — 900g instead of 600g — and a greater than 1000g 3D-printed wing is not my goal, at least not for ALTius Mk1 anyway.
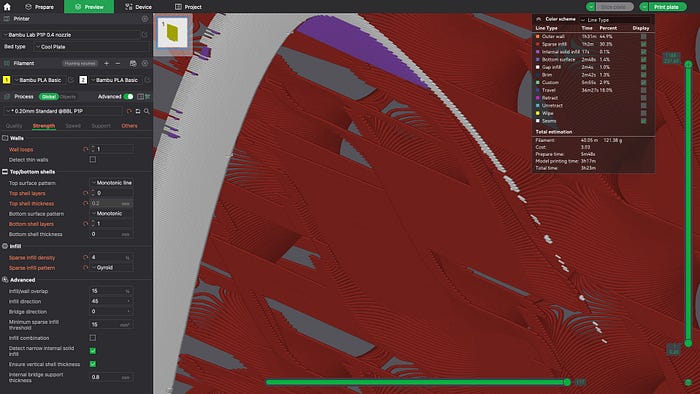
Dead End? Not Really.
The structural flaws of a 3D-printed wing are related to the FDM (fused deposition modelling) technology. What we are printing is a (forgive the metaphor) a ‘squished molten plastic sausage’. The adherence between layers depends on the nozzle diameter, the layer height, the plastic temperature and the printing speed. For a 0.4mm nozzle we need a maximum 0.2mm layer height. In theory you can have two-thirds of nozzle diameter but it’s better to have a maximum of a half, a high temperature and a low printing speed for a good adhesion. We can control some of these factors but we will still result in a heavy wing.
Resin 3D-Printing to The Rescue!
Fortunately, there’s a better alternative with this alternative 3D-printing technology. Consider the following comparisons:
- 0.4mm nozzle versus 0.1mm (or less) laser spot to fuse the resin.
- 0.2mm layer height versus 0.1mm or 0.15mm or 0.2mm layer. Actually, it doesn’t matter too much — it’s how deep the laser beam penetrates the UV resin.
- One wall / two walls versus any wall width we want with a minimum of 0.1mm. Remember that we may overlap laser paths to get a wall width of 0.25mm, for instance.
- With regard to speed we are no longer limited by the thermal constraint in FDM but we may still have mechanical constraints. We will see later what kind of speeds we achieve.
- It’s no longer ‘sausage over sausage’ — it’s a ‘brick layer over brick layer’ structure while the density of resin is similar: on the order of 1.15g/cm³.

With a resin 3D-printer we can get some very interesting results: 0.1 mm spot / 0.25mm walls / 1% infill is 375g. We can add a nice layer of TeXtreme® 80g/m² , the R&G Laminate Calculator gives us a 178–180g/m² laminate weight. Let’s round it to 200g/m² for some additional resin and this gives us a 300g layer of TeXtreme® with resin. 675g so far with 75g reserved for joiners and spars for a nice strong wing. I think we’ve got something here!
However, there is an itsy-bitsy-teenie-weenie problem: there is no affordable commercial 3D-printer with resin — all are large industrial models and very expensive.
So we’ll have to build the equivalent, instead.
Other Options Instead of 3D-Prints?
If the idea of 3D-printing a large F5J glider seems a little bit too much — let’s call it ‘the hi-tech build’— maybe I can interest you in some ‘lo-tech’: our good old trusty balsa. Let’s try to evaluate W1, W2 and W3 if we ‘print’ the wing with balsa using two special ‘balsa nozzles: 1mm for the foil (W1) and 2mm for the infill (W2). Competition-grade balsa has a density of 100–120kg/m³ or 0.10–0.12g/cm³. That’s aproximately one-tenth the weight compared to PLA (polylactic acid) or ABS (acrylonitrile butadiene styrene) 3D-printing filament. That means the W1 weight will be W1 = 180g (1.5 x 100 x 100 x 0.1 x 0.12 = 180). So W1 is sorted out and the result is good. Of course we have to add some glue but we can add this weight in the W3 estimation. For W2 we need to estimate first an infill factor. Note the 1% or 2% used for plastic is not an accurate estimation.
Let’s consider a geodetic rib mesh build up with balsa sheets of B millimeters and with a grid cell size of C millimeters. We will compute first the integer part of the ratio C / B = n. We can draw the cell as a big square composed of n x n smaller squares. The ‘infill’ / ‘balsa’ is the first rows of vertical and horizontal squares, in shape of letter L. That’s 2n — 1 squares out of n x n. Hence the infill factor is (2n — 1) / n * n. As n is in general quite big we can aproximate the infill with 2 / n.
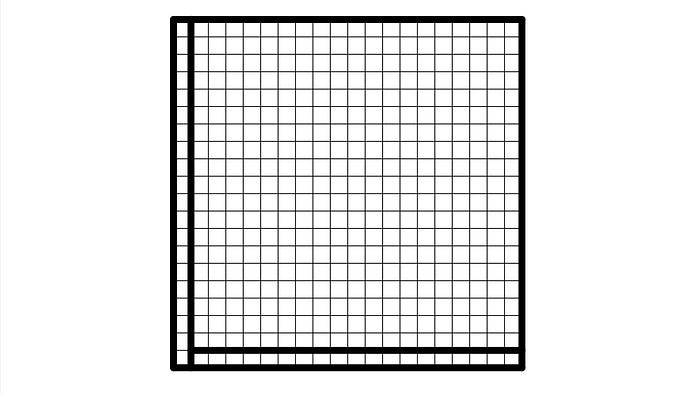
For instance: 2mm balsa sheets used for a grid with 40mm cell size ➡ n = 20 ➡ infill = 10%. That’s nice, even if the infill is ten times larger compared to plastic this is compensated from the ten times difference in densities and we will have a similar W2: 6000cm³ x 10% x 0.12 g/cm³ = 72g. And a lot of space in the weight budget for W3.
Maybe the 1mm balsa foil approach is not very appealing. Of course you can add some normal covering film or even better with paper laminating film. But I have another idea: why not use a composite surface like glass, carbon, Kevlar® or even a hybrid?
The resin 3D-printed core with TeXtreme® surface approach seems like a ‘hi-tech solid-core’. We don’t use CNCs and replace Rohacell® with 3D-printed spatial structure. The balsa geodetic ribs covered with composite approach looks like a ‘lo-tech hollow-wing’ or maybe a ‘hi-tech balsa’. In hollow wings, builders are using a sandwich of light fibreglass, Airex® and light carbon. In our case probably the Airex® is not necessary as we have the geodetic grid to support the composite. We can afford to use some heavy fabrics like Kevlar® 170g/m² (laminate weight 420g/m²) or carbon 200g/m² (laminate weight 440g/m²) or we can use two layers of lighter fabric. We will replace the balsa W1 of 180g with a beefier composite 630–660g but the wing will be stronger.
There is another itsy-bitsy-teenie-weenie problem: the normal K40 and other, cheaper laser cutters have a working area of 30cm x 20cm or 30cm x 30cm and we will need longer geodetic ribs — so we’ll have to build also a larger laser cutter.
So far we have discussed the weight — our goal for the moment is to achieve something similar to hollow-wing or solid-core technologies. We can definitely achieve this goal with 3D-printers or geodetic balsa ribs but the real benefit in this case is that we expect a better structure compared to hollow-wing or solid-core. I’ll get into the details a little bit later in this series. There is also the time factor to consider. Probably we will spend some significant time in printing† but it will not be our time but rather ‘robot time’. 3D-printers don’t need human operation or supervision for long prints.
†Or maybe not — but let’s keep some surprises for the ‘advanced HAM’ part of the Project ALTius series.
Money, Money, Money
The final factor we need to consider is the cost. When I’m buying or building a glider the first question I have to ask myself: “is it worth it?”. “Big and cheap” is our motto here so let’s consider a ratio between price (in euro using €) and wingspan (cm):
- Foam — in the range of 0.5–1.0€/cm, with ARF (almost ready to fly) closer to 0.5€/cm and PNP (plug and play) closer to 1.0€/cm.
- Balsa — in the range of 1–2€/cm with kits closer to 1.0€/cm and ARF closer to 2.0€/cm
- Composite — in the range of 2.0–4.0€/cm. From my personal experience Viator on the lower price range and Ultima2 on the upper part — if you buy it from the manufacturer and not from a specialised shop. In the latter case you can get closer or even past 5.0€/cm.
The €1000 Question(s)
Can we make a high performance composite glider for a cost similar to a foam or balsa kit? Is the crazy goal of 1.0€/cm within our reach?
For this project the main cost is related to materials and tooling. Let’s put aside for the moment the tooling — don’t worry, we will get to it on the next part — and evaluate the material prices. For the wing we will need around 2m² of TeXtreme®, plain carbon or hybrid material and another 1m² for the fuselage and tail for a total of 3m². If you fancy a 45° bias with your layup you will probably need to bump that up to 4-5m². 200g/m² carbon is cheap but it is not suitable for the tails. Worst case scenario we can use non-woven carbon or light glass cloth. Or how about a hybrid of Kevlar®-carbon material or the nice look of spread tow TeXtreme®?
Some estimates for material costs:
- 1m x 3m of 12K (12,000 filaments per tow) 80g/m² carbon is €68.21 plus €14.01 shipping for a total of €82.22 for a simple non-biased layout for a single glider. That’s 27.4€/m² —and if if you buy 15m² of carbon the price is 24€/m² which is quite a bit less.
- UV resin for 3D-printers is now 25€/kg. It’s even cheaper at 20€/kg if you buy in batches of 10kg.
- ABS/PLA/PETG 3D-printing filament is 15–25€/kg.
So it seems like with €200 we can get the materials for the project but don’t reach for your wallet or credit card. This leaves only €200 left for tooling in our €400 financial budget. Is it possible?
What’s Next
We’ll answer that question in the next part(s) of the series. Spoiler alert: probably you’ve guessed that the answer is yes. Between now and then, if you have any questions feel free to add them in the Responses section below. You get there by clicking the little 💬 below.
Thanks for reading. Until next time, best of luck with your project.
©2023 Tiberiu Atudorei
Resources
- Airex® from Airex AG. — “Sandwich applications with Airex® foams are up to 50% lighter than conventional solutions require less energy while preserving highest strength, stiffness, and thermal insulation…”
- Kevlar® from DuPont. — “Extremely strong yet lightweight and durable, Kevlar® provides the perfect balance of form and function — allowing you to redefine performance and explore new possibilities…”
- Kodo from Kraga. — “Kodo is a proof of concept that 3D printing can be used for building RC planes. It was designed as a multipurpose glider that does it all…”
- NetFabb — “a free … software for 3D Printing and the STL file format…”
- OpenSCAD — “software for creating solid 3D CAD models. It is free software…”
- Oracover® from Lanitz-Prena Folien GmbH. — “our leading product for covering RC model airplanes is patented worldwide … permits re-positioning without fear of colour-layer separation…”
- Project ALTius on RCGroups. — “altius, citius, fortius — sounds familiar? That’s the Olympic motto where ‘altius’ means ‘higher’. But the spelling (ALTius) is related also to my initials — Atudorei Lucian Tiberiu…”
- R&G Laminate Calculator from R&G Faserverbundwerkstoffe GmbH. — A handy online tool that will even ‘print out’ the results on a tape so they can be easily printed or PDF’d.
- Rohacell® — “For 50 years, Evonik’s Rohacell® structural foam has been offering the aerospace and automotive industries, medical technology, and other markets boundless possibilities for lightweight construction…”
- Styrofoam™ Brand XPS Insulation — “Since its discovery in 1941, Styrofoam™ Brand XPS Insulation has a long and rich heritage as a sustainable building product…”
- TeXtreme® — “spread tow reinforcements are a uniquely adaptable, safe and ultra light supportive solution for your carbon fiber composites…”
All images by the author. Read the next article in this issue, return to the previous article in this issue or go to the table of contents. A PDF version of this article, or the entire issue, is available upon request.